圆度的测量对许多应用来说是至关重要的。它的测量有几种不同的方法,包括简单的卡尺测量和高精度的专用圆度测量系统等。在这篇文章中,我们将向您介绍圆度的定义、圆度标准、以及圆度测量的几种常用方法。
怎样来定义圆度呢?
•圆定义为距离一点(圆心)半径恒定的封闭曲线
•圆度是指工件的横截面接近理论圆的程度
•圆度是一个用来量化圆误差的值, 即偏离圆心的距离
•更准确地说, 圆度可以被认为是“不圆度”
圆度的标准
许多不同的国际标准、国家标准、地方以及行业标准都有相关的圆度标准, 例如下面两个ISO标准:
•ISO 1101 : 2017
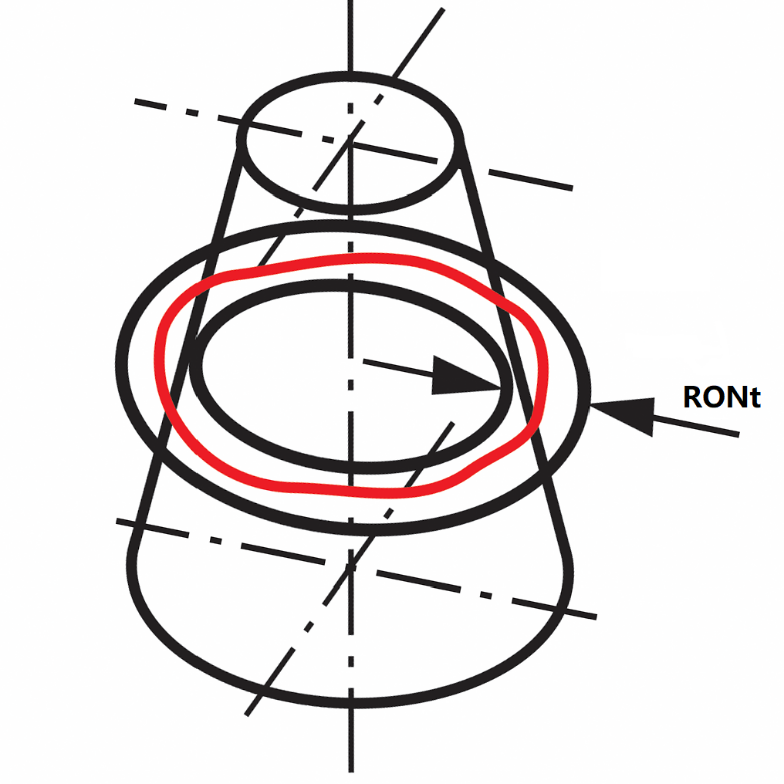
将圆度定义为恰好包含圆度特征的两个同心圆的径向间隔
制图标准:介绍了圆度以及圆度测量和分析的相关标识
•ISO 12181 : 2011 (两部分)
提供了圆度参数的定义
介绍不同的参考圆
为什么要测量圆度?
圆截面是工业零部件最主要的基本形式之一。圆截面在许多应用中都会出现,特别是在旋转轴和滚珠轴承等轴承表面。测量不圆度(通常简称为“圆度”)是一个极其重要的评估方法。如果一个旋转轴承部件的圆度不佳, 往往会产生噪音,并很可能导致过早出现故障。因此,精确的圆度测量对确保此类零件的功能至关重要。
如何测量圆度?
下面就来为您介绍几种常见的圆度测量技术和方法。
直径测量法(两点法)

也许判定一个零件圆度的第一个也是最简单的方法就是在几个不同的方向上测量其直径是否相等。
如果圆度是外观上的要求,而不是功能上的要求,那么测量直径就已经足够了。
当然,圆度也可能与功能相关,英镑的 20 便士硬币就是一个很好的例子。

对硬币的要求之一是它可以放进投币式老虎机中。如左图所示,硬币的直径是相等的, 可以把它放入投币口。
但是很明显, 这枚硬币并不是圆形的。
V型块测量法(三点法)
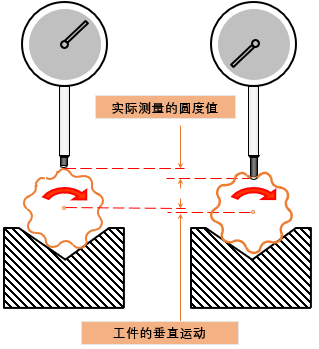
另一种经常使用的判定圆度的方法是将被测工件放在一个 V 型块中,并在与千分表或类似的指示器相接触的情况下旋转它。 这实质上是一种三点法,而不是上面所说的两点法。 如果零件确实是圆的,不规则度可以忽略不计,指示器的指针就不会移动。
形状上的误差会使千分表显示读数,然而当不规则的地方接触到 V 型块时,零件也会上下移动。
此外,在测量轴类工件时,与 V 型块相接触的不只限于被测平面。这就意味着,
零件沿其半径方向的不规则特征将影响千分表的读数。
三点法的局限性在于结果可能会因 V 形角和不规则特征的间距而变化。
坐标测量机法(CMM)
另一种测量圆度的方法是使用坐标测量机(CMM)。标准的坐标测量机有三个精确的正交轴,并配有一个触控式传感器。
传感器与被测工件接触并记录其位置。这种方法会先在工件周围采集几个点,然后在计算机中组合这些点,算出工件的圆度。
通常情况下,由于采集数据点花费的时间较长,所以采样点的数量非常少。因此,这种测量方法往往不够精确。
旋转基准法
确定工件圆度的最准确的方法是使用探针扫描的方式来测量相对于精确旋转基准的半径变化, 探针与工件表面保持接触,
并采集高密度的数据点。然后根据这些数据拟合出一个圆,并计算出其圆度。
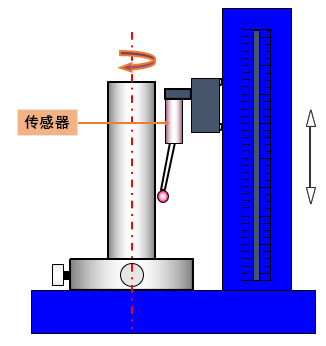
有许多专门用于测量圆度的仪器。最常见的配置是包含一个旋转工作台的系统,工件安装在旋转工作台上。
传感器安装在一个径向测量臂上,可以对该径向臂进行调整以使传感器与工件接触。
径向臂本身安装在一个可以调整测量平面高度的立柱上。
这类仪器的直线轴具有很高的形状精度,使仪器还能够用于测量平面度、直线度和圆柱度等其它参数。
这类仪器的优点是可以在很短的测量时间内非常精确地测量圆度。

